FirearmsID.com Feature Article, October 2007
| Editors Note:
The following article by BARIŞ
GÜN and ILHAN GÜVEL of Istanbul,
Turkey describes the patent
pending manufacturing process to
produce rifled barrels by means
of Flow Forming. The
methods described in this
article appear to have merit and
are provided to inform the
firearm manufacturing and
forensic science communities.
The authors are seeking comments
and investors in bringing this
manufacturing method to the
industry. Anyone wishing
to comment on the method can
post messages on the
firearmsID.com community
forum located
here.
Contact the authors via the
links at the bottom of this
page. |

RIFLING
BY FLOW FORMING
A NEW DEVELOPED METHOD FOR RIFLING
BARRELS
APPROVED
PATENT APPLICATION : TPE 2007-G-173863
INTERNATIONAL PATENT CLASS (IPC) : F41A 21/18 , F41A 21/00
|
BARIŞ GÜN
|
ILHAN GÜVEL |
|
MECHANICAL ENG. BSc. |
NAVAL ARCHITECTURE |
|
DESIGN AND
MANUFACTURING ENG. MSc. |
AND MARINE ENG. BSc.
|
INTRODUCTION OF FLOW FORMING
Flow forming is a chipless cold forming method which is used
to manufacture dimensionally precise, round seamless hollow
components.
In flow forming; a hollow axis symmetric preform is fitted to
a mandrel. After both are made to rotate, compression forces
are applied to the outside diameter of the preform by
hydraulically-driven or ballscrew-driven CNC-controlled
rollers. For most applications three rollers are used.
By a pre-calculated amount of wall thickness reduction, in
one or more passes, the material is compressed above its
yield strength, plastically deformed and made to flow. The
desired geometry of the workpiece is achieved when the outer
diameter and the wall of the preform are decreased and the
available material volume is forced to flow longitudinally
over the mandrel.
Cross-sectional wall reductions for most materials are in
excess of 90% of the starting wall thickness. Typically, the
preform can be flow formed up to six times its starting
length before a need for reannealing of the metal is
required.
The inside surface quality of the finished workpiece is
almost same with the outside surface quality of the mandrel.
Flow forming process has two typical types which have been
appeared due to fixing necessities of preform shapes.
 |
 |
|
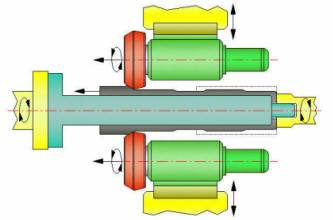
Figure-1
Forward Flow Forming |
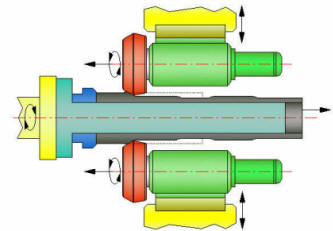
Figure-2
Backward Flow Forming |
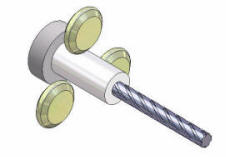
First type is forward flow forming (Figure-1) and it is used
to form preforms which have a shape with one side is
partially closed or fully closed. In forward flow forming, a
tailstock is used to fix the preform to the mandrel. The
elongation of the workpiece during forward flow forming is
at the same direction with the relative axial movement of
the rollers.
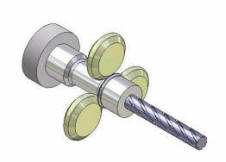
Second type of flow forming is backward flow forming
(Figure-2) and it is used to form preforms with a continuous
hole inside. In backward flow forming, a toothed ring is
used to fix the preform to the mandrel and it is also used
for reloading of the finished workpiece. The elongation of
the workpiece during backward flow forming is at the
opposite direction to the relative axial movement of the
rollers.
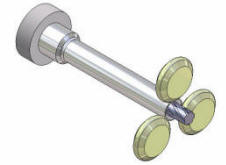
For precision long flow forming operations, typically three
rollers placed with 120° design is used. These rollers have
precalculated radial and axial offsets between each other to
achieve necessary forming conditions.

Figure-3 Typical
3-Roller Design |
Figure-4
Offsets of 3-rollers |
Main advantages of flow forming method:
-
Chipless, seamless and cold manufacturing.
-
Improved
material properties such as yield strength, fatigue life,
etc.
-
Manufacturing capability of very accurate long hollow
parts.
-
Preventing secondary operations such as turning,
grinding, etc.
-
Fast and economical production rates
compared to other methods.


As a result of the cold work (strain hardening) that occurs
during the process cycle, a flow formed component will have
considerably higher mechanical properties than the ones of
the starting material. Typically, the preform material is
plastically deformed with wall reductions in excess of 90%
of the starting wall thickness, causing a substantial
refinement of the grain structure and a total realignment of
the grain’s microstructure in a very uniform, axial
direction. The greater the wall reduction, the finer the
grain’s microstructure of the finished component. If
necessary, the grain structure can be recrystallized by a
post forming annealing cycle.
Flow forming offers the unique possibility of forming to
size a pre-hardened workpiece, thus eliminating the
difficulties and high costs associated with final machining,
grinding and honing of a hardened and distorted hollow
component. Flow forming method also allows to achieve high
dimensional accuracies and at the same time guarantee
conformance to required mechanical properties.
Figure-5 shows an illustration of the grain’s microstructure
of a preform to flow formed zone and Figue-6 shows the
improvement of mechanical properties for an AISI 316
workpiece.
|

Figure-5
Grain’s Microstructure |
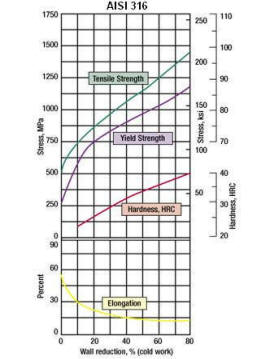
Figure-6 |
RIFLING BY FLOW FORMING
Flow forming of a barrel can be described as a special
application of forward flow forming which is used to form
grooves and lands inside the barrel while also forming
outside of the barrel.
In rifling by flow forming, a barrel preform over a special
mandrel containing reverse image of desired grooves and
lands are flow formed by rollers. During the process, the
barrel material flows in axial and radial directions. Axial
flow elongates the barrel and radial flow forms the rifling.
 |
 |
 |
|
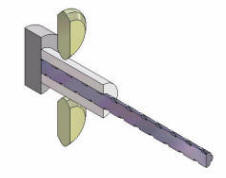
BEGINNING
OF THE OPERATION |
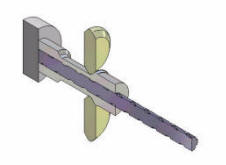
DURING THE
OPERATION |
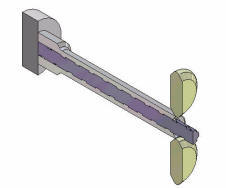
END OF THE
OPERATION |
 |
 |
 |
|
Figure-7
Rifling Process
|
Figure-8
Material Flow |
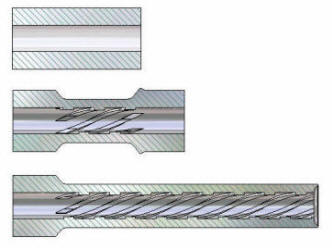
Figure 9-
Elongation and Rifling |
It is also possible to form different outside diameters
during flow forming without any stop of the rifling inside
unless each point of outer surface of rifled zone must be
less than the preform’s beginning outer diameter.
Rifling by flow forming method will be the mostly using
method for manufacturing tomorrow’s barrels. This method has
many advantages compared with the conventional methods;
cutting (broach rifling), button rifling, forging and
electrochemical rifling.
The advantages of rifling by flow forming:
-
More accuracy with the precision
standards of flow forming
technology.
-
Stronger and / or lighter barrels with more plastic work
and strain hardening.
-
Improved fatigue life with flow formed grain structure.
-
Prevented / decreased secondary operations like turning,
grinding, etc.
-
Economical and faster production rates.
-
Useful for all light and heavy barrels from pistols to
tanks.
-
Less mass production investment costs with higher
technology.
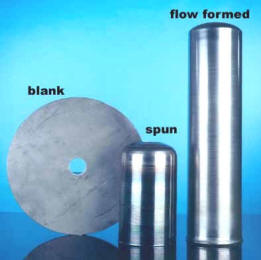
The photographs below show the Aluminum parts flow formed
and rifled for trials of the method in less than 30 seconds
with x3 times elongation in length. Grooves and lands have
been formed approximately x8 times thicker than real
applications.
Attachments:
Rifling By Flow
Forming (pdf)
Please call us for your opinions and questions.
MACDOR Machine Industry And Trade Co. Ltd.
Altiyol Gaziosmanpasa Sok. No:10/13
Kadikoy/Istanbul, TURKEY
Tel: +90216365376 Fax: +902163365381
E-Mail: info@macdor.com
Barış Gün (GSM +905434324720)
lhan Güveli
(GSM
+905423765241)
Home | Top
|



